

Thermography
- For quality control and process monitoring in industrial production, in which the test items or possible defects are specifically heated by external excitation
- Thermography is used in particular for automated 100% inspection of safety and function-critical components for internal or external defects as well as for process monitoring
- Typical areas of application are, for example, the non-destructive inspection of car body weld seams or other load-bearing components with service life prognosis, turbine blades, solar cells and microelectronic components
- User industries are the automotive supply and automotive industry, the aerospace and steel industry, power plant and mechanical engineering, as well as large-scale research institutions, universities and research and development departments of companies
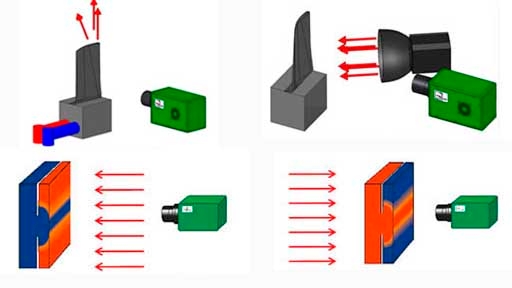
Thermography, also called infrared or thermal imaging testing, is a non-destructive method for the optical inspection of components and connections for internal and external defects. With the help of heat radiation (infrared radiation), which is invisible to the human eye, heat changes and temperature distributions of the test object are recorded. The method of so-called passive thermography, in which the intrinsic heat of an object is measured, is used in many areas to detect overheating (hot spots) and to check insulation in plants and buildings. For quality control and process monitoring in industrial production, the method of active thermography is mostly used. In this process, the test specimens are heated in a targeted manner by external excitation. Defect detection is based on the principle that defects or joints cause a disturbance in the heat propagation. The heat flow can be recorded as a series of thermal images by a digital high-speed camera with area sensors (heat flow thermography). For visualisation, the measured values are displayed in grey values or false colours. The evaluation of the infrared videos can be done by an automated image processing system. In pulse thermography, the heat excitation can be carried out e.g. by means of a flash lamp or laser, in lock-in thermography e.g. by halogen lamps or application of electrical voltage. After heat excitation, the test specimens are photographed with a very fast, high-resolution infrared camera. At defects or joints, the heat propagation is disturbed, which can be seen in the evaluation of the infrared videos. In weld inspection, to check the heat flow, the heat input is applied to one side of the joint and the infrared image is applied to the other side. In a defect-free weld, there is a solid connection between the two welded parts at each point. This solid joint has a higher thermal conductivity than a defective joint. By analysing thermal image sequences, defects in the welds can be detected. Thermography is used in particular for automated 100% inspection of safety and function-critical components for internal or external defects as well as for process monitoring. Typical applications include non-destructive testing of car body welds or other load-bearing structural components with lifetime prediction, turbine blades, solar cells and microelectronic components. User industries include the automotive and automotive supplier industries, the aerospace and steel industries, power plant and mechanical engineering as well as large-scale research institutions, universities or corporate research and development departments.
Products: Thermography

Suppliers: Thermography
| DIAS Infrared GmbH, Dresden, Deutschland | |
| edevis GmbH, Stuttgart, Deutschland | |
| FLIR Systems, Inc., Wilsonville / OR, USA | |
| IRCAM GmbH, Erlangen, Deutschland | |
| MICRO-EPSILON MESSTECHNIK GmbH & Co. KG, Ortenburg, Deutschland | |
| Sensors Unlimited. Inc. Part of Goodrich Corporation, Princeton, NJ, USA | |
| Xenics nv, Leuven, Belgien |