

Akustische Prüfung
Synonyme: Akustische Qualitätskontrolle, Akustische Qualitätsprüfung
- Die akustische Funktionsprüfung wird zur End-of-Line-Prüfung bei der mechanischen Funktionsprüfung von Baugruppen eingesetzt
- Typische Prüflinge sind Kfz-Schaltgetriebe und Getriebe aller Art, Getriebemotoren, Elektromotoren, Pumpen sowie Verbrennungsmotoren im Kalt- oder Heißtest
- Typische Prüflinge sind Nockenwellen, gegossene Bremssättel, Gussrohre, gesinterte und geschmiedete Ringe etc. Eine andere bekannte Anwendung ist die Qualitätskontrolle von Dachziegeln
- Wichtige Anwenderbrachen sind unter anderem die Automobilzuliefer- und Automobilindustrie und Baustoffhersteller
Die akustische Prüfung bzw. Qualitätskontrolle ist ein zerstörungsfreies vergleichendes Prüfverfahren, das auf der Analyse des Eigenschwingungsverhaltens eines Prüflings oder der emittierten Geräusche von bewegten Systemen über die Messung des Körper- oder Luftschalls basiert. Im allgemeinen Sprachgebrauch wird der für den Menschen hörbare Frequenzbereich von ca. 16-20 Hz bis max. 16-20 kHz als Akustik bezeichnet, der darüberliegende Frequenzbereich ab ca. 20 kHz als Ultraschall. Bei der akustischen Prüfung kommen beide Frequenzbereiche vor.
Der Körperschall wird entweder mit berührenden Schallsensoren oder berührungslosen Vibrometern sowie der Luftschall durch Mikrophone erfasst. Das ermittelte Schwingungsverhalten sowie die Geräuschentwicklung werden anschließend mit dem bekannten Verhalten von fehlerfreien Werkstücken oder Baugruppen als Referenz verglichen und ausgewertet.
Die Geräuschanalyse zur mechanischen Funktionsprüfung erfolgt grundsätzlich im Betrieb und kann Verzahnungsfehler, Lagerschäden, Unwuchten etc. an Baugruppen erkennen. Die Klanganalyse zur Materialprüfung erfolgt durch Anregung des Prüflings z. B. durch Anschlagen oder Schallwellen und dient zur Erkennung von Materialfehlern und -eigenschaften wie Rissen, Gefügeänderungen oder zur Prüfung von Härtungen und Vergütungen. Die akustische Prozesskontrolle ermöglicht die Überwachung z. B. von Bearbeitungs-, Montage- und Fügeprozessen.
Die Einrichtung einer Prüfanwendung erfolgt durch das Einlernen der Schallsignatur einer Reihe von Gutteilen als Referenz. Während der Prüfung wird die Schallsignatur automatisch erfasst und mit dem Referenzmuster als Sollwert verglichen. Abweichungen von diesem Muster, die die definierten Toleranzgrenzen überschreiten, werden als Fehler erkannt und führen zu einer Bewertung als Schlechtteil.
Die erforderlichen Schallaufnehmer werden anwendungsspezifisch ausgesucht. Als Körperschallaufnehmer dienen berührende Beschleunigungssensoren oder berührungslose Laser- und Ultraschallvibrometer. Der Luftschall wird mit Mikrophonen erfasst, hierbei kann jedoch die Messung durch Nebengeräusche beeinträchtigt werden.
Die Geräuschanalyse zur mechanischen Funktionsprüfung wird im Betrieb durchgeführt. Hierfür wird z. B. bei Elektromotoren der eigene Antrieb verwendet oder z. B. bei Getrieben ein externer Antrieb angekoppelt. Mechanische Montage- und Bearbeitungsfehler wie Verzahnungsfehler, Rundlauffehler, Schleifen und Lagerdefekte werden als akustische Auffälligkeiten erkannt und die Ursachen der Mängel ausgewertet.
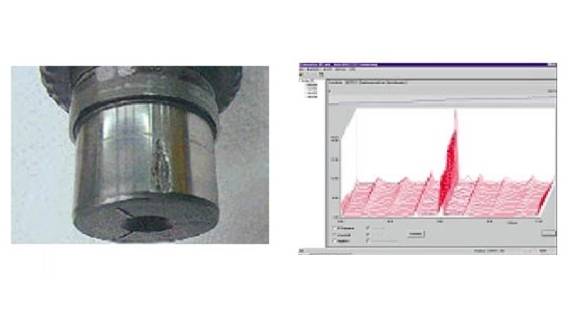
Zur Materialprüfung werden die Prüflinge definiert z. B. durch Anschlagen oder Schallwellen angeregt. Die bauteilspezifischen Resonanzfrequenzen sind abhängig von der Größe, vom Werkstoff sowie von der äußeren und inneren Struktur des Bauteils. Ändert sich eine dieser Eigenschaften z. B. durch Risse oder Veränderungen in der Material- und Gefügestruktur ändern sich die typischen Resonanzfrequenzen. Durch den Vergleich des Klangmusters mit den Sollwerten lassen sich diese Fehler erkennen.
Bei der akustischen Prozessüberwachung wird die Qualität eines Prozesses über das Einhalten bzw. die Abweichung vom charakteristischen Klangmuster überwacht.
Funktionsprizip
Die Einrichtung einer Prüfanwendung erfolgt durch das Einlernen der Schallsignatur einer Reihe von Gutteilen als Referenz. Während der Prüfung wird die Schallsignatur automatisch erfasst und mit dem Referenzmuster als Sollwert verglichen. Abweichungen von diesem Muster, die die definierten Toleranzgrenzen überschreiten, werden als Fehler erkannt und führen zu einer Bewertung als Schlechtteil.
Die erforderlichen Schallaufnehmer werden anwendungsspezifisch ausgesucht. Als Körperschallaufnehmer dienen berührende Beschleunigungssensoren oder berührungslose Laser- und Ultraschallvibrometer. Der Luftschall wird mit Mikrophonen erfasst, hierbei kann jedoch die Messung durch Nebengeräusche beeinträchtigt werden.
Die Geräuschanalyse zur mechanischen Funktionsprüfung wird im Betrieb durchgeführt. Hierfür wird z. B. bei Elektromotoren der eigene Antrieb verwendet oder z. B. bei Getrieben ein externer Antrieb angekoppelt. Mechanische Montage- und Bearbeitungsfehler wie Verzahnungsfehler, Rundlauffehler, Schleifen und Lagerdefekte werden als akustische Auffälligkeiten erkannt und die Ursachen der Mängel ausgewertet.
Zur Materialprüfung werden die Prüflinge definiert z. B. durch Anschlagen oder Schallwellen angeregt. Die bauteilspezifischen Resonanzfrequenzen sind abhängig von der Größe, vom Werkstoff sowie von der äußeren und inneren Struktur des Bauteils. Ändert sich eine dieser Eigenschaften z. B. durch Risse oder Veränderungen in der Material- und Gefügestruktur ändern sich die typischen Resonanzfrequenzen. Durch den Vergleich des Klangmusters mit den Sollwerten lassen sich diese Fehler erkennen.
Bei der akustischen Prozessüberwachung wird die Qualität eines Prozesses über das Einhalten bzw. die Abweichung vom charakteristischen Klangmuster überwacht.
Einsatzbereich
Die akustische Funktionsprüfung wird zur End-of-Line-Prüfung bei der mechanischen Funktionsprüfung von Baugruppen eingesetzt. Typische Prüflinge sind Kfz-Schaltgetriebe und Getriebe aller Art, Getriebemotoren, Elektromotoren, Pumpen sowie Verbrennungsmotoren im Kalt- oder Heißtest. Die Klanganalyse zur Materialprüfung dient zur Prozesskontrolle bei der Herstellung und Bearbeitung von gegossenen, geschmiedeten, gepressten, gesinterten, geschweißten oder gehärteten Bauteilen aus Metall. Erkannt werden z. B. Gefügeänderungen, Risse, Lunker oder Gussfehler wie Weißerstarrungen. Typische Prüflinge sind Nockenwellen, gegossene Bremssättel, Gussrohre, gesinterte und geschmiedete Ringe etc. Eine andere bekannte Anwendung ist die Qualitätskontrolle von Dachziegeln. Wichtige Anwenderbrachen sind unter anderem die Automobilzuliefer- und Automobilindustrie und Baustoffhersteller.