

Stanznieten
Das Stanznietverfahren dient zum unlösbaren kraft- und formschlüssigen Fügen von Blechteilen mit speziellen Stanznieten als Verbindungselement, mit denen die Fügeteile ohne vorheriges Lochen in einem kombinierten Stanz- und Umformvorgang durchgestanzt und gefügt werden. Es wird zwischen den Stanznietverfahren mit Hohlnieten und Vollnieten unterschieden. Hohlnieten durchstanzen die Fügeteile bis unter die Oberfläche des untersten Fügeteils, das in einer Matrize verformt, jedoch nicht durchbrochen wird. Dadurch ermöglichen Hohlnieten die Herstellung von gas- und wasserdichten Nietverbindungen. Vollnieten durchstanzen die Fügeteile komplett, das ausgestanzte Material wird als Stanzbutzen ausgeworfen. Bei beiden Verfahren ist die Verwendung bauteilspezifischer Matrizen als Gegenhalter erforderlich. In der Anwendung werden Handzangen zum Stanznieten, Maschinenzangen zum Stanznieten, Roboterzangen zum Stanznieten sowie Stanznietzellen eingesetzt.
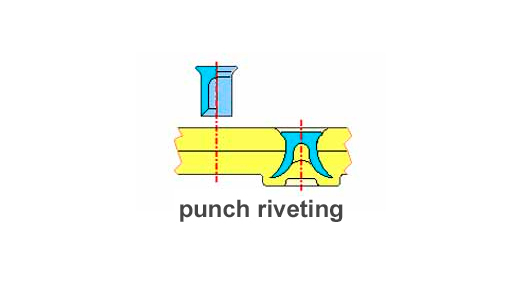
Das Stanznieten mit Vollniet ist ein kombinierter Stanz- und Umformvorgang, bei dem der Niet selbst nicht umgeformt wird. Die Fügeteile müssen aufeinandergepresst fixiert werden. Anschließend wird der Vollniet zugeführt, positioniert und vom Nietstempel mit Kraft-Weg-Überwachung durch die Fügeteile gepresst, wodurch ein kreisrunder Stanzbutzen ausgestanzt wird. Der Pressdruck und die Geometrie von Stempel und Matrize bewirken gleichzeitig eine plastische Umformung des Werkstoffs, der in den Raum fließt, den der konkav geformte Nietschaft freigibt. Dadurch entsteht eine Kraft- und formschlüssige Verbindung. Beim Stanznieten mit Halbhohlniet dient der Niet ebenfalls als Einweg-Schneidstempel, wird jedoch auch selbst umgeformt. Die Fügeteile werden über einer Matrize positioniert und danach der Hohlniet mit Kraft-Weg-Überwachung in die Fügeteile gepresst. Der hohle Nietschaft durchschneidet das oberste Blech und gegebenenfalls die oberen Lagen der Fügeteile. Der ausgestanzte Stanzbutzen wird eingeschlossen und verbleibt im Inneren des Niets. Der Hohlniet dringt in den Werkstoff des untersten Blechs ein und wird in der Matrize aufgespreizt, ohne die Unterseite zu durchstoßen.
Das Stanznietverfahren ermöglicht die Herstellung von unlösbaren hochfesten kraft- und formschlüssigen Verbindungen von Fügeteilen mit gleichen oder unterschiedlichen Werkstoffen. Das Halbhohlnieten ermöglicht das Fügen von gas- und flüssigkeitsdichten Bauteilen, da die Oberfläche nicht durchbrochen wird. Zum Nieten sind eine werkstückspezifische Halterung sowie eine Matrize als Gegenhalter notwendig. Das Stanznieten benötigt grundsätzlich eine Kraft-Weg-Überwachung. Typische Einsatzbereiche sind das Fügen von mehrschichtigen Bauteilen in Sandwichbauweise oder die Herstellung von Leichtbaukonstruktionen aus galvanisiertem oder hochfestem Stahl, Aluminium und Kunststoffen. Anwenderbranchen sind z. B. die Automobilzuliefer- und Automobilindustrie.
Herstellerverzeichnis: Stanznieten
| Böllhoff GmbH, Bielefeld, Deutschland | |
| Henrob Limited, Flintshire, Großbritannien | |
| Richard Bergner Verbindungstechnik GmbH & Co. KG, Schwabach, Deutschland | |
| Stanley Engineered Fastening Assembly Technologies, Cleveland, USA | |
| STRAMA-MPS Maschinenbau GmbH & Co. KG, Straubing, Deutschland |