

Mikro-Widerstandsschweißen
Widerstandsschweißtechnik zum Mikroschweißen eignet sich zur Herstellung stoffschlüssiger Verbindungen zwischen Teilen aus elektrisch leitfähigen Metallen. Überwiegend werden punktförmige Verbindungen hergestellt, dabei sind auch Verbindungen von Teilen aus unterschiedlichen Metallen möglich. Unter Widerstandsschweißtechnik werden Schweißmaschinen, Schweißgeräte und Komponenten für das Widerstandsschweißen zusammengefasst. Beim Widerstandsschweißen werden die zu verbindenden Bauteile durch Schweißzangen oder Schweißköpfe zusammengepresst und an der Kontaktstelle zwischen den Bauteilen durch den Schweißstrom elektrisch aufgeschmolzen. Das hier umgangssprachlich als Widerstandsschweißen bezeichnete Verfahren gehört gemäß DIN 1910 zur Verfahrensgruppe Pressverbindungsschweißen und ist gemäß Blatt 5 dieser Norm wissenschaftlich korrekt als konduktives Widerstandspressschweißen zu definieren.
In der Praxis am bedeutendsten ist das Punktschweißen oder Widerstandspunktschweißen, bei dem die punktförmigen Elektroden der Schweißzange die zu verbindenden Bauteile direkt aneinanderpressen. Beim Buckelschweißen oder Widerstandsbuckelschweißen wird der Schweißstrom im Bauteil gezielt geführt über konstruktiv vorgesehene oder zuvor im Blech eingeprägte Vertiefungen, so genannte Buckel. Weitere Verfahren sind das Widerstands-Stumpfschweißen und das Widerstands-Rollennahtschweißen. Notwendige Komponenten der Widerstandsschweißtechnik sind die Schweißelektroden, Schweißzange oder Schweißkopf, eine Schweißstromquelle mit Schweißtransformator, die Schweißsteuerung und ggfs. ein Prozessüberwachungssystem.
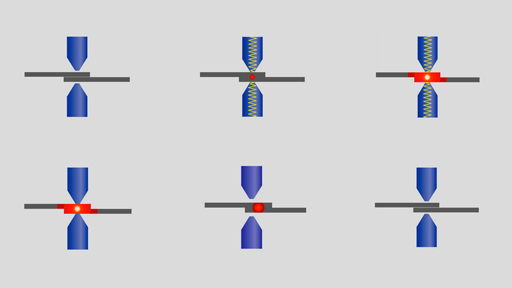
Exemplarisch für die Widerstandsschweißtechnik wird nachstehend das Widerstandspunktschweißen beschrieben: Beim Punktschweißen pressen die beiden Schweißelektroden pneumatisch oder neuerdings auch servoelektrisch angetrieben die zu fügenden Teile mit der vorgegebenen Kraft zusammen. Mit einer einstellbaren Vorhaltezeit werden Setzvorgänge der Bauteile und Aufsetzprellungen der Elektroden ausgeglichen und weitestgehend reproduzierbare Kontaktwiderstände sichergestellt. Anschließend wird für die Dauer der Schweißzeit der Schweißstrom eingeschaltet. Der elektrische Widerstand an der Kontaktstelle zwischen den beiden Teilen ist wesentlich höher als der eigentliche elektrische Widerstand des Werkstoffs der Teile. Durch die punktuelle thermoelektrische Erwärmung über den Kontaktwiderstand entsteht eine linsenförmige Schmelze. Das gleichzeitige Andrücken über die Elektrodenkraft bewirkt eine punktförmige stoffschlüssige und unlösbare Verbindung. Während der Nachhaltezeit wird die Elektrodenkraft aufrechterhalten, um das Abkühlen der Schmelze unter Vermeidung von Porenbildung sicherzustellen.
Moderne Widerstandsschweißsysteme ermöglichen eine freie Programmierung des zeitlichen Verlaufs von Elektrodenkraft und Schweißstrom durch servoelektrische Schweißpressen und regelbare Gleichstrom-Schweißquellen. Wichtig für Qualität der Schweißung ist die Art der eingesetzten Schweißstromquelle. Preisgünstige Wechselstromquellen mit Phasenanschnittsteuerung, aufwändigere Gleichstromquellen mit Gleichrichtern oder Mittelfrequenz-Invertern sowie Kondensator-Entladungsquellen stehen zur Verfügung. Zur Schweißprozess-Überwachung können der zeitliche Verlauf von Schweißstrom, Schweißspannung, Elektrodenkraft und Elektroden-Einsinkweg ausgewertet werden. Fehlerhafte Schweißungen können entweder über eingestellte Grenzwerte oder über vorgegebene Hüllkurven erfasst werden. Gleichzeitig ist eine Prozessdokumentation möglich.
Widerstandsschweißen wird häufig eingesetzt zum Herstellen von Blechverbindungen, für die elektrische Kontaktierung von Drähten oder zum Kompaktieren von Litzen. Anwendungen finden sich in fast allen Erzeugnisgruppen und Branchen. Eingesetzt werden in der Praxis pneumatische Schweißköpfe, servomotorische Schweißköpfe, pneumatische Schweißzangen, servomotorische Schweißzangen, Stromquellen, Schweißsteuerungen, Prozessüberwachungs-Systeme und Handmessgeräte.
Produkte: Mikro-Widerstandsschweißen

Applikationen: Mikro-Widerstandsschweißen
Herstellerverzeichnis: Mikro-Widerstandsschweißen
| Amada Miyachi Europe GmbH, 82178 Puchheim, Deutschland | |
| Credé Elektronik GmbH, 75181 Pforzheim, Deutschland | |
| Harms & Wende GmbH & Co. KG, 21079 Hamburg, Deutschland | |
| ima-tec GmbH, 97273 Kürnach, Deutschland | |
| Lingl Schweißtechnik GmbH, 82346 Andechs, Deutschland | |
| Matuschek Meßtechnik GmbH, 52477 Alsdorf, Deutschland |